توضیحات اجمالی
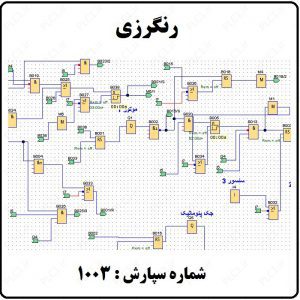
این برنامه به این شکل کار می کند که در ابتدا با زدن شستی استارت I2 نوار نقاله انتقال لوله به دستگاه برش روشن می شود و لوله از دستگاه برش بیرون رفته تا طول آن به 6 متر برسد .
بعد از اینکه لوله به میکروسوئیچ 6 متر برخورد کرد Q1 خاموش می شود . کلیه فرمانها را با لبه های بالا و یا پایین رونده به المانها دادیم تا SET بودن یک خروجی برای ما بعدا دردسر ساز نشود .
مثلا اگر ورودی یک تایمر یک باشد و ما تایمر را ریست کنیم خروجی تایمر صفر می شود ولی اگر پایه ریست صفر شود تایمر دوباره فعال می شود که ما اینو نمی خواهیم .
برای همین از تایمر های Retentive استفاده می کنیم که یک لحظه SET شدن ورودی برای فعال شدن آن کافیست . ورودی هم بعد از ارسال یک پالس صفر می شود.تا بعدا برای ما دردسر ساز نشود .
همه جا بعد از اینکه کارمون با یک تایمر تمام شده آنرا ریست می کنیم .
خب بعد از فعال شدن میکروسوئیچ 6 متر اول و خاموش شدن نوارنقاله ، جک سمت راست و چپ که بر روی آن یک زائده نیمداره وجود دارد از دو طرف لوله را در بر میگیرند تا لوله در هنگام برش تکان نخورد .
بعد از گذشت 5 ثانیه که از طریق تایمر B017 این زمان Load می شود تیغه برش روشن می شود . سپس از طریق تایمر B008 و بعد از زمان 5 ثانیه رتور فعال می شود .
کار رتور چرخاندن لوله است . قرار دادن این زمانها بین مراحل جهت اطمینان از انجام شدن هر مرحله می باشد .
مثلا زمان بعد از روشن شدن تیغه برش برای اطمینان حاصل کردن از دور گرفتن تیغه برش می باشد .
در کنار روتور یک زائده وجود دارد که در جلوی سنسور چرخش رتور قرار دارد .
برای همین این سنسور را کلید تعریف کردیم نه شستی استپ با استارت.
قبل از استارت باید این سنسور را به صورت دستی در SIMULATION فعال کنیم .
با چرخیدن رتور این زائده از جلوی سنسور عبور کرده و آنقدر می چرخد که مجددا زائده به سنسور برسد .
با این کار رتور خاموش می شود .
B004 لبه بالارونده می باشد .
یعنی در لحظه اول یک است . بعد که رتور حرکت می کند می شود صفر و با رسیدن مجدد رتور بعد از 360 درجه دوباره یک می شود که میشه لبه بالارونده .
لبه پایین رونده رتور B019 تیغه برش را هم خاموش می کند .
لبه پایین رونده دیگر رتور B010 از طریق پایه OR B011 و فلیپ فلاپ B012 جک های نگه دارنده را نیز آزاد می کند . حالا لوله برش خورده و آزاد است.
لبه پایین رونده Q2 تایمر B022 را فعال کرده . این تایمر M1 و سپس فیلیپ فلاپ B038 و سپس Q7 را روشن می کند تا لوله به میکروسوئیچ 6 متر دوم برسد .
در این لحظه Q7 خاموش و جک Q6 در مدت یک ثانیه لوله را به بیرون پرتاب می کند .
سپس نوار نقاله Q1 روشن شده و این پروسه مجددا تکرار خواهد شد .
با استفاده از شستی STOP در هر لحظه کلیه المانهای استفاده شده در برنامه اعم از تایمر ، خروجی و مموری غیر فعال می شوند .
پشتیبانی فنی به مدت 1 هفته از زمان خرید
در صورت غیر فعال بودن درگاه پرداخت میتوانید مبلغ رو به حساب زیر واریز کنید .
و رسید را به شماره واتساپ 09112754501 ارسال کنید .
شماره کارت بانک ملت :
6104-3376-6525-2993
به نام علی اکبر محمد شفیع




نقد و بررسیها
هیچ دیدگاهی برای این محصول نوشته نشده است.